
Extraction de molécules naturelles
Problématique liée au procédé
Depuis sa création, CELSIUS construit des équipements pour industries pharmaceutiques produisant des principes actifs par des voies de synthèse chimique.
Mais il existe d’autres voies pour la production de principes actifs: l’extraction de molécules naturelles. Et le besoin est étendu au delà de la pharmacie dans les industries de la cosmétique, de la parfumerie, des arômes, des compléments alimentaires.
Pour cette industrie, CELSIUS a développé le procédé NECTACEL d’extraction de molécules naturelles utilisant les gaz liquéfiés.
CHIMIE VERTE : EXTRACTION DE MOLÉCULES NATURELLES
Les dieux grecs de l’Olympe disposaient d’une ressource naturelle aux grandes propriétés, une boisson qui les rendait immortels : le nectar (νέκταρ).
Pour les mortels, CELSIUS a développé les procédés et équipements d’extraction NECTACEL.
La nature est riche de molécules aux propriétés très intéressantes pour l’homme, pour le soigner ou tout simplement pour son bien-être. La nature est une ressource infinie pour la cosmétique, les arômes, les parfums, la neutraceutique…
De multiples molécules organiques sont à exploiter, pour leur principe actif, pour leur saveur, pour leur odeur, pour leur caractère nutritionnel ou pour une propriété particulière qui, associée à d’autres leur confère un grand intérêt.
Selon qu’elles sont recherchées pour des objectifs de santé, de beauté ou d’alimentation, CELSIUS construit, sur la base des procédés de chimie du végétal, des équipements de production d’extraits, de réactifs, d’huiles essentielles, de concrètes, d’absolues ou ingrédients fonctionnels.
CELSIUS construit des installations NECTACEL d’extraction par solvant de molécules d’origine végétale ou animale. L’extraction et la séparation entre solvant et extrait sont réalisées sous pression atmosphérique, sous vide ou sous pression, avec ou sans agitation.
Chaque unité est conçue pour une matrice et un solvant d’extraction spécifiques :
- Vapeur,
- Eau,
- Alcool,
- Solvants verts,
- Gaz liquéfiés.
Les unités d’extraction NECTACEL sont conçues avec le savoir-faire de CELSIUS en génie chimique, génie des procédés et thermodynamique et avec le souci constant de la sûreté des installations, de la gestion optimisée des ressources, de l’économie d’énergie et du respect de l’environnement.
L’EXTRACTION SOLIDE-LIQUIDE
Par extraction de molécules naturelles, nous considérons tout procédé permettant de transférer des molécules d’un substrat solide d’origine animale ou végétale vers une phase liquide.
Selon les professions, la matière première est appelée matrice, charge, solide, plante, drogue ou bagasse…
Quand elle est épuisée par l’opération d’extraction, il ne s’agit plus que de : tourteaux, solides épuisés, drèches, marcs, insolubles, inertes, résidus…
Sont distingués :
- Les procédés mécaniques comme l’expression à froid. Le cas le plus connu est l’extraction d’huile où des graines ou des amendes sont comprimées mécaniquement pour faire sortir une phase liquide déjà présente. CELSIUS ne construit pas d’équipements de procédés mécaniques.
- Les procédés de chimie du végétal. Ces procédés mettent en œuvre des compétences de génie chimique, de génie des procédés et de thermodynamique qui sont du domaine de CELSIUS.
L’extraction de molécules naturelles concerne plus spécifiquement la dissolution des molécules d’intérêt dans un solvant.
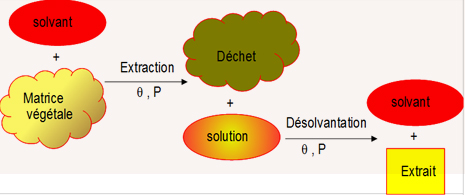
Le procédé se déroule en deux phases successives :
- Une étape d’extraction lors de laquelle une matrice d’origine végétale ou animale est mélangée intimement avec un solvant. La molécule d’intérêt est dissoute dans le solvant. La solution obtenue peut-être également appelée liqueur ou filtrat. Cette phase est appelée solvatation, macération, digestion, décoction, infusion, lixiviation, élution, trituration, percolation… selon les professions et les conditions d’extraction.
- Une étape de séparation entre le solvant et l’extrait. Le solvant est évaporé et l’extrait résiduel est liquide (soluté) ou solide (cristallisé) ou solide en suspension. Selon l’extrait, cette phase est appelée évaporation, ébullition, désolvatation, cristallisation…
Le procédé d’extraction peut également être mis en œuvre dans l’objectif inverse d’extraire une molécule indésirable de la matrice, comme par exemple dans le cas d’un dégraissage, le produit noble étant la matrice épurée.
LES CRITÈRES DE CHOIX DES SOLVANTS
Une étape essentielle dans le développement d’un procédé d’extraction est de choisir le solvant adapté. Quels critères interviennent dans ce choix ?
Les critères entrant dans le choix d’un solvant sont :
- Le pouvoir de solvatation de la molécule recherchée. Dans ce critère interviennent les notions de polarité ou de caractère ionique.
- La capacité du solvant à traverser la paroi membranaire des cellules de la matrice. Les molécules de petite taille s’introduisent plus facilement dans les pores des cellules.
- Les propriétés thermodynamiques qui définissent les conditions de service et les technologies des équipements.
La sélectivité du solvant est un critère secondaire dans le choix du solvant. Il convient de n’extraire de la matrice que la molécule d’intérêt en laissant les molécules indésirables. Mais ce critère n’est que secondaire car les différentes espèces extraites peuvent être séparées dans la phase ultérieure de purification.
Le choix éthique d’un solvant et d’un procédé d’extraction repose également sur les notions de :
- L’utilisation de ressources renouvelables et d’un solvant « vert », non agressif, au minimum recyclé,
- Avec une faible consommation énergétique,
- Selon un procédé travaillant à une température ne dégradant pas le produit.
LES PROCÉDÉS D’EXTRACTION
Les procédés d’extraction diffèrent selon que le solvant est gazeux, solide, liquide ou supercritique :
1. L’hydrodistillation :
Dans ce procédé, le solvant d’extraction est la vapeur d’eau qui entraîne la molécule d’intérêt en formant un azéotrope. La solution gazeuse extraite se condense en un mélange de deux solutions liquides non miscibles, aqueuse et organique, la solution organique contenant la molécule d’intérêt.
Ce procédé est mis en œuvre pour l’extraction d’huiles essentielles. Il est réservé aux extraits supportant la température de la vapeur.
2. L’éfleurage à froid :
Dans ce procédé le solvant est solide et le produit de l’extraction est une solution solide. Nous pouvons citer le cas de l’éfleurage à froid dans lequel des pétales de fleurs sont disposés à la main sur une couche de graisse. Ce procédé est difficilement industrialisable.
3. L’extraction par solvant liquide :
De nombreux solvants liquides sont utilisés à l’échelle laboratoire comme à l’échelle industrielle :
- Eau,
- Alcools,
- Hexane, Toluène…
Ces solvants sont liquides lors de la phase d’extraction, dans les conditions normales de température et de pression. Pour la phase de séparation entre solvant et soluté, ils doivent être portés à l’état gazeux, soit par augmentation de la température soit par diminution de la pression, ou par action conjointe.
Le procédé est mis en œuvre en tenant compte de :
- La température lors de la phase de séparation par évaporation du solvant. En particulier dans le cas de l’extraction à l’eau à pression atmosphérique, l’extrait ne doit pas se décomposer à la température d’ébullition.
- La présence de solvant résiduel dissous dans l’extrait, potentiellement nocif (hexane ou toluène).
- La nécessité de recyclage dans le cas d’un solvant coûteux ou nocif.
4. Les gaz liquéfiés :
Les gaz liquéfiés sont des solvants à l’état gazeux dans les conditions normales de température et de pression.
Les avantages de cette technique sont :
- Par rapport à la vapeur, de travailler à température ambiante n’altérant pas le produit.
- Par rapport à certains solvants, d’utiliser un solvant inerte vis-à-vis du produit, voire un solvant « vert » vis-à-vis de l’environnement.
- Par rapport au CO2 supercritique, de travailler à relativement basse pression, et sans équipement mécanique.
Le schéma général est celui de l’extraction par solvant liquide, de l’évaporation de la condensation et du recyclage du solvant :
Le procédé est mis en œuvre lors de phases successives :
- une phase d’extraction pendant laquelle la matière première est mise en contact avec le solvant liquide, pour obtenir une solution.
- une phase de séparation au cours de laquelle le soluté (l’extrait) est séparé du solvant. Le solvant s’évapore dans le bouilleur, est condensé dans le condenseur atmosphérique et recueilli dans la cuve de stockage. Dans ce procédé isobare et isotherme, le solvant est évaporé puis condensé dans les mêmes conditions de température et de pression.
- une phase de décompression puis de mise sous vide du bouilleur et de l’extracteur, pendant laquelle le solvant est évaporé, pour achever la séparation dans le bouilleur d’une part, et pour désorber le solvant du substrat solide d’autre part. Pour la matière première épuisée, il s’agit d’une opération de séchage, à chaud et sous vide, pour recycler complètement le solvant. Au refoulement de la pompe à vide, à pression atmosphérique, le solvant gazeux résiduel est condensé pour être recyclé dans sa quasi totalité.
À chaque instant, dans l’extracteur, dans le bouilleur, dans le condenseur et dans la cuve de stockage, le solvant est à l’équilibre évaporatoire :
- Par un apport de calories dans l’extracteur, la matrice et le solvant sont portés à la température optimale d’extraction. La pression est celle de l’équilibre.
- Par un apport de calories au bouilleur, le solvant s’évapore.
- Par un apport de frigories au condenseur, le solvant se condense.
Le procédé et le dispositif d’extraction par gaz liquéfié avec recyclage du solvant et sans pompe de circulation ont fait l’objet d’un dépôt de brevet par CELSIUS.
La caractéristique thermodynamique principale pour le choix du solvant est la pression de vapeur.
Le solvant doit :
- Être liquide dans l’extracteur à la température d’extraction proche de l’ambiante, sans qu’il soit nécessaire de monter la pression à une valeur excessive pour l’équipement (phase extraction). En pratique la pression de vapeur ne doit pas dépasser 10bar à la température de 35°C.
- Avoir une température de condensation à pression atmosphérique, qui soit atteignable avec des moyens frigorifiques classiques (phase séchage). En pratique la température de condensation doit être supérieure à -30°C à pression atmosphérique.
Ces deux critères sont des critères d’optimisation économique dans un cadre industriel.
Cinq gaz avec une température d’évaporation entre -30°C et 0°C (à pression atmosphérique) sont envisagables :
- N-butane
- Tetrafluoroethane (TFE ou R134a). Le TFE est un fluorocarbone, gaz frigorigène utilisé dans la production de froid mécanique (sous la dénomination R134a). Le TFE est un gaz à effet de serre progressivement interdit pour être remplacé par les suivants.
- HFO1234yf et HFO1234ze, hydrofluorocarbones, gaz frigorigènes autorisés, substitutifs du TFE.
- Dimethylether (DME or methoxymethane or MZ12x)
Dans le diagramme ci-après sont figurées les pressions de vapeur des principaux gaz liquéfiés comparés aux solvants classiques :
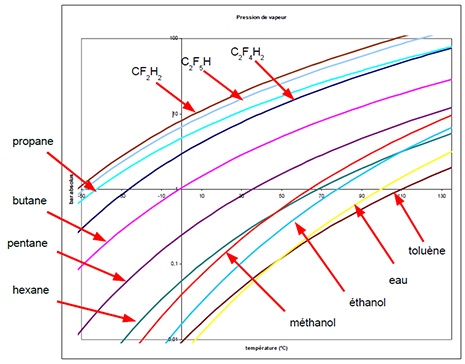
Ce diagramme permet de sélectionner selon les critères ci-dessus :
| Gaz liquéfié | Butane C4H10 |
R134a 1.1.1.2 tétrafluoroéthane C2F4H2 |
| Température d’ébullition à Patm | -0.5°C | -26°C |
| Pression de vapeur à 35°C | 2,3 bar | 7,9 bar |
Du point de vue technologique, les conditions de service sont plus faciles à atteindre pour le butane et le butane est classé parmi les solvants « verts ». En revanche, l’utilisation du butane comme celle du DME génère une zone ATEX.
Sur le diagramme de Mollier du butane ci après est figuré le cheminement du solvant lors du cycle d’extraction et d’évaporation.
Dans le procédé CELSIUS, isobare et isotherme, évaporation et condensation du solvant sont mis en œuvre dans les mêmes conditions de température et de pression. Aucune pompe ni aucun compresseur de solvant n’est requis pour réaliser le cycle, ni même pour l’injection ou le recyclage de solvant.
Pour l’extraction au tetrafluroethane (TFE ou R134a), la pression de service est un peu supérieure comme représenté sur le diagramme de Mollier suivant :
Le tetrafloroethane (R134a) est en cours d’interdiction du fait de son action sur l’effet de serre. Il sera progressivement remplacé pour sa fonction frigorigène par un autre fluorocarbone: le HFO1234ze, sans effet sur l’effet de serre.
Le cheminement du solvant d’extraction HFO1234ze est représenté sur le diagramme suivant:
Un autre solvant est également utilisable dans le procédé NECTACEL d’extraction isobare et isotherme: le diméthylether (DME). Ce solvant a en outre l’avantage d’être partiellement miscible avec l’eau ce qui permet de l’utiliser sur une matrice fraiche:
Pour une bonne compréhension des avantages du procédé CELSIUS, les diagrammes de Mollier ci-dessus sont à comparer avec les diagrammes de Mollier des procédés des chapitres suivants.
Par ailleurs, pour la seule phase de séparation, l’extraction au gaz liquéfié est également plus avantageuse que l’extraction aux solvants classiques.
Du fait des écarts entre températures de vaporisation et de la forme du diagramme de phase solvant/soluté, il est plus facile de séparer le soluté d’un gaz liquéfié que d’un solvant organique classique.
La propriété industrielle du procédé et du dispositif décrits est protégée par brevet.
Les applications du procédé d’extraction aux gaz liquéfiés sont étudiées confidentiellement pour les clients de CELSIUS. Il s’agit essentiellement d’extraire des molécules à vocation pharmaceutique, cosmétique, arômes, parfums, neutraceutique…
5. L’extraction au R134a avec groupe frigorifique :
Il est également possible d’utiliser comme solvant d’extraction le même tetrafluoroethane que ci-dessus (TFE ou R134a selon la nomenclature des frigoristes) mais selon un tout autre procédé.
Ici, la propriété frigorigène du fluide est mise en valeur : le solvant parcourt un cycle de Carnot à l’aide d’un compresseur de gaz selon le cheminement figuré sur le diagramme de Mollier suivant :
Des applications à petite échelle ont été réalisées en utilisant des groupes frigorifiques détournés. En sus de la complexité des organes mécaniques, des pertes en solvant et des difficultés d’approvisionnement en R134a, ce procédé souffre de la consommation énergétique supplémentaire du compresseur de gaz.
6. L’extraction au CO2 supercritique :
Dès l’apparition de ce procédé d’extraction, le CO2 supercritique a été un solvant très prometteur :
- Le CO2 est totalement inerte, sans danger et très peu onéreux.
- À l’état supercritique il s’avère être un excellent solvant.
- L’extraction et la séparation sont mises en œuvre à température ambiante, ce qui est avantageux pour les molécules thermosensibles.
Le CO2 est utilisé :
- dans la phase supercritique lors de l’extraction, à une pression supérieure à 72 bar, dans la pratique de 300 à 500 bar.
- dans la phase gazeuse lors de la séparation, vers 20 à 60 bar.
Le solvant décrit un cycle de Carnot à l’aide d’une pompe de solvant liquide selon le diagramme de Mollier ci-après.
Les pressions maximales de service des équipements enchérissent le coût d’investissement d’une unité d’extraction au CO2 supercritique et limitent la capacité des équipements.
Dans la pratique le procédé d’extraction au CO2 supercritique est limité :
- aux unités pilote de capacité réduite pour lesquelles il est possible de construire un extracteur en usinant dans la masse un barreau d’inox.
- aux très grosses unités dédiées produisant à temps plein un produit à forte valeur ajoutée (comme les unités de décaféination).
LE PROCÉDÉ NECTACEL D'EXTRACTION SOUS PRESSION
Le procédé d’extraction sous pression développé par CELSIUS est destiné à l’extraction de toute molécule polaire ou non polaire, d’origine végétale ou animale.
Le coût d’investissement plus réduit que pour le CO2 supercritique, nécessitant peu d’infrastructure permet d’implanter les unités d’extraction sur le lieu même de production de la matière première et de traiter une matière première n’ayant pas subi de coût de transport.

L’utilisation d’un gaz liquéfié comme solvant d’extraction présente de nombreux avantages :
- Les gaz liquéfiés mis en œuvre sont chimiquement inertes vis-à-vis de la matrice et de l’extrait. Ils sont sans danger et peuvent être inhalés ou ingérés par les organismes vivants.
- Les phases d’extraction et de séparation se déroulent à température ambiante, à l’avantage des molécules thermosensibles ou thermo-oxydables.
- Les molécules de solvant sont de petite taille et traversent facilement les membranes cellulaires.
- Les propriétés de solvatation peuvent être élargies en utilisant un co-solvant au caractère ionique complémentaire.
- Extraction et séparation sont conduites sous pression relativement basse (moins de 10 bar), sans limite technologique de capacité pour les équipements.
Le BUTANE, le HFO1234ze et le DME sont les gaz liquéfiés les plus utilisés dans les extracteurs NECTACEL.

CELSIUS construit des extracteurs :
- Sans organe mécanique de pompage : ni pompe de circulation, ni compresseur de gaz (à l’exception d’une pompe à vide pour parfaire le séchage du résidu en fin d’opération).
- Avec des besoins énergétiques limités aux seules évaporation et condensation du solvant.
- Avec recyclage de la quasi-totalité du solvant.
- Selon un procédé développé et breveté par CELSIUS.
Selon la nature de l’extrait, celui-ci est obtenu liquide, pulvérulent, en suspension ou dissous dans le co-solvant. De son côté, la matrice épuisée est séchée avant réouverture de l’extracteur.
Le procédé d’extraction peut également être mis en œuvre dans l’objectif inverse d’extraire une molécule indésirable de la matrice, le produit noble étant la matrice épurée.
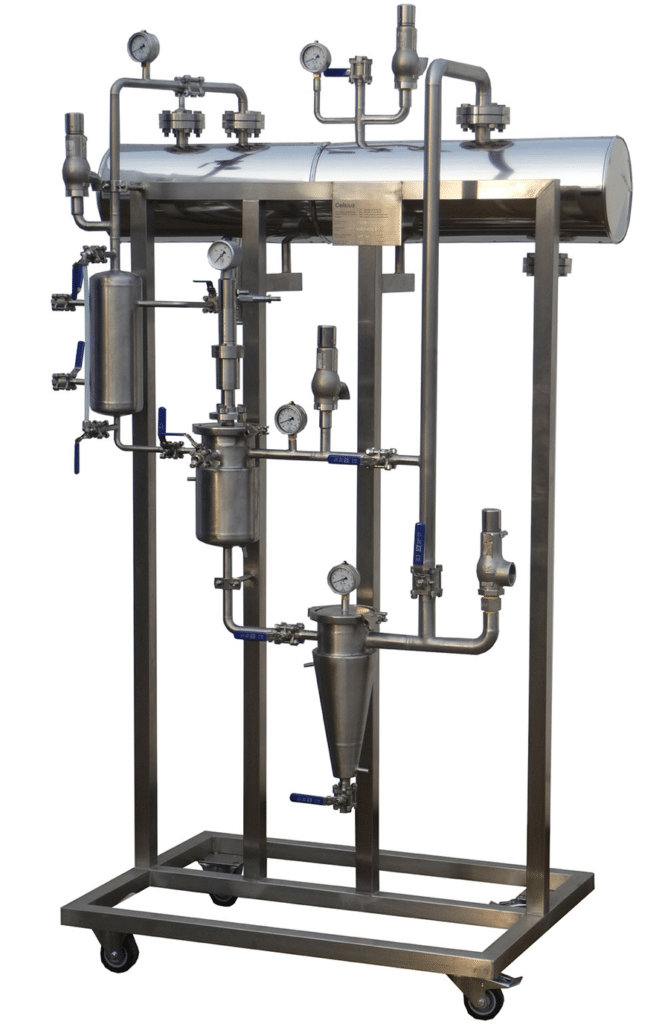
CELSIUS étudie avec vous votre besoin. Des essais qualitatifs d’extraction peuvent être mis en oeuvre par la Plateforme d’Eco-Extraction de Valréas sur un extracteur pilote de 1 litre.
Les installations d’extraction NECTACEL sont des ensembles :
- comprenant les équipements nécessaires à l’extraction, la filtration, l’évaporation du solvant, la concentration de l’extrait, la condensation, le stockage et le recyclage du solvant,
- conçus et construits clés en mains dans les propres ateliers de CELSIUS, conformes selon DESP 2014/68/EU et selon ATEX 2014/34/EU (dans le cas du butane ou du DME) avec label CE
- polyvalents ou dédiés à une production, à l’échelle laboratoire ou industrielle.
Les applications des procédés d’extraction par solvant sont étudiées confidentiellement pour les clients de CELSIUS.
Les champs d’application du procédé
Extraction du cannabidiol du chanvre
Extraction de l'artemisinine de l'Artemisia annua
Extraction de l'huile des tourteaux
Besoin d'un expert ?
Faites-nous part de vos problématiques depuis le formulaire de contact
Nos références




UNIVERSITA di TORINO (Italie)
extracteur pilote NECTACEL 1 litre
2013PLATEFORME d'ECO-EXTRACTION DE VALREAS (France)
unité pilote d’extraction NECTACEL, capacité 1 litre
2016ITC (USA)
unité d’extraction NECTACEL, capacité 200 litres
2020KKI Latvian State Institute of Wood Chemistry - Riga (Lettonie)
unité pilote d’extraction NECTACEL, capacité 1 litre
2021MARIPHARM - Rotterdam (Pays-Bas)
unité pilote d’extraction NECTACEL, capacité 1 litre
2021EDEN ECOSYSTEMS - Forcalquier (France)
Unité d’extraction assistée par les ultrasons, capacité 200 litres
2021Ressources à télécharger
De nombreux articles ont été publiés dans les revues scientifiques. Nous communiquons les publications qui comparent notre procédé d’extraction aux autres procédés, publications auxquelles nous avons participé.
Pour des raisons de droits de reproduction, nous ne communiquons que la première page de l’article des « Techniques de l’Ingénieur ».
En complément, il peut s’avérer difficile de trouver les propriétés des solvants utilisés dans les installations d’extraction. Vous pouvez télécharger ici les diagrammes enthalpiques, dits diagrammes de Mollier, de ces solvants.
Publications scientifiques
An original approach for lipophilic natural products extraction: Use ofliquefiedn-butane as alternative solvent ton-hexane
Lien téléchargementFeasibility of using liquefied gas HFO-1234ze(trans-1,3,3,3-tetrafluoroprop-1-ene) as an alternative to conventionalsolvents for solideliquid extraction of food ingredients and natural products
Lien téléchargementPotentialities of using liquefied gases as alternative solventsto substitute hexane for the extraction of aromas from freshand dry natural products
Lien téléchargementA review of sustainable and intensified techniques for extraction of food and natural products
Lien téléchargementTechniques de l'Ingénieur
Gaz liquéfiés comme solvants alternatifs appliqués à l’éco-extraction du végétal
Lien téléchargementDiagrammes enthalpiques
Dimethyl ether
Lien téléchargementEthanol
Lien téléchargementn-Butane
Lien téléchargement1112 Tetrafluoroethane
Lien téléchargementHFO1234ze
Lien téléchargementCelsius Process c'est aussi..
Découvrez l’un de nos procédés phares : la régulation de la température de réaction